
Allmän montering och krav
一 、 Förberedelser före montering
Arbetsdata: inklusive ritningar av allmänt montage, komponentmonteringsteckningar, delritningar, material BOM, etc., fram till projektets slut, teckningarnas integritet, renhet och integritet i processinformationsposterna måste garanteras.
2. Arbetsplats: Placering av delar och montering av komponenter måste utföras på den angivna arbetsplatsen. Webbplatsen för placering och montering av hela maskinen måste tydligt planeras fram till slutet av hela projektet. Alla arbetsplatser måste vara snygga, standardiserade och ordnade.
3. Monteringsmaterial: Innan driften måste monteringsmaterialet i enlighet med monteringsprocessen vara på plats i tid. Om några av de icke-deterministiska materialen inte finns på plats kan du ändra ordningen på operationerna och sedan fylla i formen för påminnelse om material till inköpsavdelningen.
4. Innan du monterar bör du förstå utrustningens struktur, monteringsteknik och processkrav.
二 、 Grundläggande specifikationer
Mekanisk montering bör utföras i strikt överensstämmelse med monteringsritningarna och processkraven från designavdelningen. Det är strängt förbjudet att modifiera innehållet i operationen eller modifiera delarna på ett onormalt sätt.
2. De monterade delarna måste vara kvalificerade delar accepterade av kvalitetskontrollavdelningen. Om okvalificerade delar saknas under monteringsprocessen ska de rapporteras i tid.
3. Monteringsmiljön kräver rent, inget damm eller annan förorening, och delar ska förvaras på en torr, dammfri plats med skyddsdynor.
4. Under monteringsprocessen får delarna inte stöta, klippa eller skada delarnas yta, eller få delarna att böjas, vridas eller deformeras uppenbarligen, och delarnas parningsytor ska inte skadas.
5. För delar med relativ rörelse ska smörjolja (fett) tillsättas mellan kontaktytorna under montering.
6. Matchande mått på matchande delar måste vara korrekta
7. Vid montering bör delar och verktyg ha speciella placeringsanläggningar. I princip får delar och verktyg inte placeras på maskinen eller direkt på marken. Om det behövs ska skyddskuddar eller mattor placeras på platsen.
8. I princip är det inte tillåtet att trampa på maskinen under montering. Om du behöver kliva på maskinen måste du lägga skyddsunderlag eller mattor på maskinen. Det är strängt förbjudet att trampa på viktiga delar och icke-metalliska delar med låg hållfasthet.
Tre, anslutningsmetod
1.Boltanslutning
(1) Vid åtdragning av bultar är en justerbar skiftnyckel inte tillåten och högst en bricka ska användas under varje mutter. Efter att de försänkta huvudskruvarna har dragits åt ska spikhuvudena begravas i maskindelarna och bör inte utsättas.
(2) Under normala omständigheter bör den gängade anslutningen ha fjäderspolar som lossnar, metoden för att dra åt symmetriska flera bultar bör gradvis dras åt i en symmetrisk ordning, och de stångformade anslutningarna ska gradvis dras åt symmetriskt i båda riktningarna från mitten.
(3) Efter att bult och mutter har dragits åt bör bultarna exponera 1 till 2 tonhöjningar. när skruven inte behöver demonteras vid fästning av rörelseenheten eller underhållet, ska skruven beläggas med gänglim innan montering.
(4) Fästelement med angivna åtdragningsmomentkrav bör dras åt med momentnycklar enligt det angivna åtdragningsmomentet.
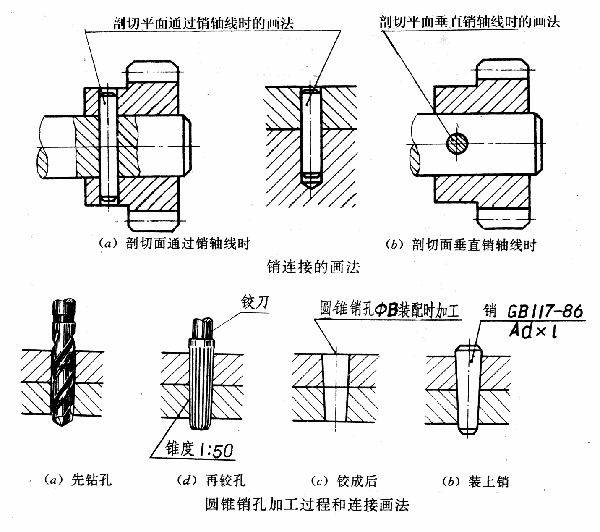
2. Stiftanslutning
(1) Positioneringsstiftens ändyta bör vara något högre än delens yta. Efter att konstiftet med skruvsvans har installerats i den relevanta delen, bör den stora änden sjunka ner i hålet.
(2) Efter att bultstiftet har tagits i de relevanta delarna, bör svansen separeras med 60 ° - 90 °
3. Limning
(1) De båda sidorna på tangentbordet på plattnyckeln och den fasta nyckeln ska vara jämnt i kontakt, och det bör inte finnas något mellanrum mellan deras parningsytor.
(2) Efter att den frigöringsnyckel (eller spline) har monterats bör det inte finnas ojämn spänning när de relativt rörliga delarna rör sig längs axiell riktning.
(3) Efter att haknyckeln och kilnyckeln har monterats ska kontaktområdet inte vara mindre än 70% av arbetsområdet, och icke-kontaktdelen ska inte koncentreras på ett ställe; längden på den utsatta delen bör vara 10% till 15% av sluttningens längd.
4. Nitar
(1) Nitarnas material och specifikationer måste uppfylla konstruktionskraven, och bearbetningen av nithålen ska uppfylla relevanta standarder.
(2) Under nitningen får ytan på de nitade delarna inte skadas eller deformeras.
(3) Om det inte finns några speciella krav, bör det inte finnas någon löshet efter nitningen. Nitarens huvud måste vara i nära kontakt med den del som ska nitas och ska vara slät och rund.
5. Expansionshylsanslutning
Matchning av expansionshylsa: applicera fett på expansionshylsan, sätt expansionshylsan i navets hål på enheten, justera monteringspositionen efter montering av installationsaxeln och dra åt bultarna. Åtdragningsordningen är avgränsad av slitsen, och den vänstra och högra korssymmetrin dras åt för att säkerställa att det nominella vridmomentvärdet uppnås.
6. Dra åt anslutningen
Den avsmalnande änden på inställningsskruven och hålet ska vara 90 ° och inställningsskruven ska dras åt hålet.
四 、 Montering av rullager
1. Innan lagret monteras får det inte finnas smuts på lagret.
2. När du monterar lagret applicerar du ett lager smörjolja på ytorna på de parande delarna. Lagerets icke-modellände ska vända inåt, det vill säga i axelns axelriktning.
3. Använd speciella pressverktyg när du monterar lagren. Det är strängt förbjudet att montera genom att slå direkt. Storleken, riktningen och positionen för tvingningskraften vid inställning av lagren bör vara lämplig. Skyddsramen eller rullelementen bör inte vara spända och bör vara jämnt och symmetriskt. För att säkerställa att ändytan är vinkelrätt mot axeln.
4. Ändytan på lagerets innerring bör i allmänhet vara nära axelns axel (axelklämma). Efter att den yttre ringen på lagret har monterats bör kontakten mellan lagerskyddet vid positioneringsänden och brickan eller ytterringen vara enhetlig.
5. Efter att rullageret har installerats bör rotationen av de relativa rörliga delarna vara flexibel och lätt. Om det finns ett fastnat fenomen bör orsaken till problemet kontrolleras och analyseras och hanteras i enlighet därmed.
6. Vid lagring, om hålet eller axelns passning visar sig vara för löst, bör toleransen kontrolleras. när den är för snäv, bör den brutala sammansättningen inte tvingas, och orsaken till problemet bör analyseras och hanteras i enlighet därmed.
7. Det axiella spelrummet på en-radade avsmalnande rullager, tryckvinkelkontaktlager och dubbelriktade tryckkullager uppfyller ritningarna och processkraven under montering
8. För lager och ytor matchade med fett bör lämpligt fett injiceras efter montering. För lager med driftstemperatur som inte överstiger 65 ℃, kan ZG-5-fett användas enligt GB491-65 "Kalciumbaserat fett"; för lager med arbetstemperatur högre än 65 ℃, kan den användas enligt GB492-77 "Kalciumbaserat fett" ZN-2ZN-3 fett.
9. Temperaturökningen för vanliga lager bör inte överstiga 35 ° C under normal drift och den maximala temperaturen under drift bör inte överstiga 70 ° C.
五 、 Montering av linjära lager
1. Innan montering bör fett appliceras på lagerets insida.
2. När lagret trycks in i stödbasen bör ett speciellt installationsverktyg användas för att pressa mot ytterytan på den yttre ringen, och det är inte tillåtet att slå lagret direkt för att undvika deformation.
3. Samarbetet mellan lagret och stödet måste uppfylla toleranskraven. För hårt kommer styrvägsaxeln och lagerinterferensen att passa, vilket kommer att skada lagret; för löst kommer att förhindra att lagret fixeras i stödet.
4. När du sätter in styraxeln i lagret, försiktigt in i mitten. Om den är kantad i vinkel kommer bollarna att falla av och buren deformeras.
5. När lagret är installerat i stödbotten får det inte rotera. Att tvinga rotationen kommer att skada lagret.
6. Det är inte tillåtet att dra åt inställningsskruven direkt på lagerets ytterring, annars kommer den att deformeras.
六 、 Montering av linjära guider
Styrskenans monteringsdel får inte vara smutsig och monteringsytans planhet måste uppfylla kraven.
2. När det finns en referenskant på sidan av styrskenan, bör den installeras nära referenskanten. När det inte finns någon referenskant bör styrskenans glidningsriktning överensstämma med konstruktionskraven. Efter att fästskruvarna på styrskenan har dragits åt bör glidriktningen för glidskontrollen kontrolleras för avvikelse, annars måste det justeras.
3. Om skjutreglaget drivs av ett transmissionsbälte, efter att transmissionsbältet och skjutreglaget är fixerade och spända, får transmissionsbältet inte luta, annars måste remskivan justeras så att körriktningen för växellimmen är parallell med styrskenan.



